
.jpg?s3=1)
omo ya lo habíamos mencionado anteriormente, el KEVLAR solo puede ser procesado mediante el proceso de fricción en solución, el cual consiste en obtener la fibra desde el proceso de polimerización, ya que en este punto, se puede controlar a voluntad sus propiedades, cabe notar que para las fibras como el KEVLAR solo es posible procesarlas como fibras, ya que su resistencia mecánica y su estructura cristalina no permite realizar otro proceso de transformado. A continuación describiremos como es el proceso de hilado del KEVLAR, cabe mencionar que la información sobre este proceso es muy limitada debido a las restricciones de autor que existen sobre este tema.
Como ya lo habíamos mencionado La fabricación de fibras se basa en el forzado se polímeros a través de pequeños agujeros agrupados en una hilera a niveles de temperatura y presión extremadamente elevados con el propósito de formar filamentos que se enfriarán a velocidades controladas. Se los estira para hacerlos más resistentes (técnica de hilado/pasado) y se los devana en paquetes de tamaño y peso convenientes. En la actualidad, los pesos de los paquetes comerciales oscilan entre los 3,60 kg y los 45 kg. Se pueden agregar “funciones” adicionales de procesamiento como las cajas recalentadas, los rodillos de pasada, los godets, los tambores volumétricos, etc., como se muestra a continuación.

En este proceso, en la cámara de polimerización, se tiene la mezcla de meros, en nuestro caso p-fenilendiamina y cloruro de terftailo, los cuales inician el mecanismo de policondensación, eliminando HCl como residuo de la policondensación, cuando hacemos el hilado empezamos por exponer al polímero en un medio con HCl, lo cual me permite tener al polímero en estado “maleable”, ya que no ha endurecido totalmente, generando con esto que podamos hilarlo y formar las fibras que hemos mencionado. .
Con el fin de condensar las fibras después del estiraje principal, el rodillo de salida inferior de la unidad de estiraje ha sido reemplazado por un tambor perforado. Dentro de cada tambor hay un inserto estacionario con una apertura de aspiración, de forma especial, conectada al sistema de succión de la máquina.
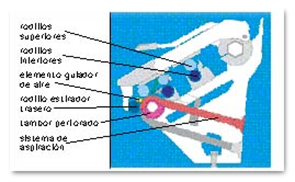
La corriente de aire creada por el vacío o succión condensa las fibras que están pasando por encima del tambor perforado. La zona de condensación controla completamente las fibras en todo su recorrido desde el sistema de estiraje hasta la línea de retención. Un cilindro de presión adicional (cilindro estirador trasero) previene que la torsión se propague a la zona de condensación. La eficiencia del compactado es mejorada por medio de un elemento de guía del aire, de diseño especial.